PROCESO DE INYECCION
En ingeniería, el moldeo por inyección es un proceso semicontinuo que consiste en inyectar un polímero, cerámico o un metal en estado fundido (o ahulado) en un molde cerrado a presión y frío, a través de un orificio pequeño llamado compuerta. En ese molde el material se solidifica, comenzando a cristalizar en polímeros semicristalinos. La pieza o parte final se obtiene al abrir el molde y sacar de la cavidad la pieza moldeada.
Los polímeros han logrado sustituir otros materiales como son madera, metales, fibras naturales, cerámicas y hasta piedras preciosas; el moldeo por inyección es un proceso ambientalmente más favorable comparado con la fabricación de papel, la tala de árboles o cromados. Ya que no contamina el ambiente de forma directa, no emite gases ni desechos acuosos, con bajos niveles de ruido.
El diseño actual de la máquina de moldeo por inyección ha sido influido por la demanda de productos con diferentes características geométricas, con diferentes polímeros involucrados y colores. Además, su diseño se ha modificado de manera que las piezas moldeadas tengan un menor costo de producción, lo cual exige rapidez de inyección, bajas temperaturas, y un ciclo de moldeo corto y preciso.
En ingeniería, el moldeo por inyección es un proceso semicontinuo que consiste en inyectar un polímero, cerámico o un metal en estado fundido (o ahulado) en un molde cerrado a presión y frío, a través de un orificio pequeño llamado compuerta. En ese molde el material se solidifica, comenzando a cristalizar en polímeros semicristalinos. La pieza o parte final se obtiene al abrir el molde y sacar de la cavidad la pieza moldeada.
Los polímeros han logrado sustituir otros materiales como son madera, metales, fibras naturales, cerámicas y hasta piedras preciosas; el moldeo por inyección es un proceso ambientalmente más favorable comparado con la fabricación de papel, la tala de árboles o cromados. Ya que no contamina el ambiente de forma directa, no emite gases ni desechos acuosos, con bajos niveles de ruido.
El diseño actual de la máquina de moldeo por inyección ha sido influido por la demanda de productos con diferentes características geométricas, con diferentes polímeros involucrados y colores. Además, su diseño se ha modificado de manera que las piezas moldeadas tengan un menor costo de producción, lo cual exige rapidez de inyección, bajas temperaturas, y un ciclo de moldeo corto y preciso.
antecedentes histÓricos
John Hyatt registró en 1872 la primera patente de una máquina de inyección, la cual consistía en un pistón que contenía en la cámara derivados celulósicos fundidos. Sin embargo, se atribuye a la compañía alemana Cellon-Werkw el haber sido pionera de la máquina de inyección moderna.
Esta firma presentó, en 1928, una patente incluyendo la descripción de nitrocelulosa (celuloide). Debido al carácter inflamable de la nitrocelulosa, se utilizaron posteriormente otros derivados celulósicos como el etanoato de celulosa. Los británicos John Beard y Peter Delafield, debido a ciertas diferencias en la traducción de la patente alemana, desarrollaron paralelamente la misma técnica en Inglaterra, con los derechos de patente inglesa para la compañía F.A. Hughes Ltd.
El primer artículo de producción masiva en Inglaterra fue la pluma fuente, producida durante los años treinta por la compañía Mentmore Manufacturing. La misma utilizaba máquinas de moldeo por inyección de Eckert & Ziegler (Alemania). Estas máquinas funcionaban originalmente con aire comprimido (aproximadamente 31 kg/cm2); el sistema de apertura de molde y la extracción de la pieza eran realizados manualmente, y los controles incluían válvulas manuales, sin control automático ni pantallas digitales; además, carecían de sistemas de seguridad.
Esta firma presentó, en 1928, una patente incluyendo la descripción de nitrocelulosa (celuloide). Debido al carácter inflamable de la nitrocelulosa, se utilizaron posteriormente otros derivados celulósicos como el etanoato de celulosa. Los británicos John Beard y Peter Delafield, debido a ciertas diferencias en la traducción de la patente alemana, desarrollaron paralelamente la misma técnica en Inglaterra, con los derechos de patente inglesa para la compañía F.A. Hughes Ltd.
El primer artículo de producción masiva en Inglaterra fue la pluma fuente, producida durante los años treinta por la compañía Mentmore Manufacturing. La misma utilizaba máquinas de moldeo por inyección de Eckert & Ziegler (Alemania). Estas máquinas funcionaban originalmente con aire comprimido (aproximadamente 31 kg/cm2); el sistema de apertura de molde y la extracción de la pieza eran realizados manualmente, y los controles incluían válvulas manuales, sin control automático ni pantallas digitales; además, carecían de sistemas de seguridad.
En 1932 apareció la primera máquina para inyección operada con sistemas eléctricos, desarrollada por la compañía Eckert & Ziegler. Al mismo tiempo, otros países como Suiza e Italia empezaban a conseguir importantes avances en maquinaria. Ya a finales de los años treinta, el polietileno y el PVC, ambos, de alta producción y bajo costo, provocaron una revolución en el desarrollo de
la maquinaría, teniendo el PVC mayor éxito como material para extrusión.
En 1951 se desarrolló en Estados Unidos la primera máquina de inyección con un tornillo reciprocante (o, simplemente, husillo), aunque no fue patentada hasta 1956. Este cambio ha sido la aportación más importante en la historia de las máquinas inyectoras. Al finalizar la segunda guerra mundial, la industria de la inyección de plástico experimentó un crecimiento comercial sostenido.
MODELO POR INYECCION
El moldeo por inyección es una de las tecnologías de procesamiento de plástico más famosas, ya que representa un modo relativamente simple de fabricar componentes con formas geométricas de alta complejidad. Para ello se necesita una máquina de inyección que incluya un molde. En este último, se fabrica una cavidad cuya forma es idéntica a la de la pieza que se desea obtener y para su tamaño se aplica un factor de contracción el cual se agrega en las medidas de la cavidad para que al enfriarse la pieza moldeada se logren las dimensiones deseadas. La cavidad se llena con plástico fundido, el cual se solidifica, manteniendo la forma
moldeada.
Los polímeros conservan su forma tridimensional cuando son enfriados por debajo de su temperatura de transición vítrea y, por tanto, también de su temperatura de fusión para polímeros semicristalinos. Los polímeros amorfos, cuya temperatura útil es inferior a su Tg, se encuentran en un estado termodinámico de pseudoequilibrio. En ese estado, no existen movimientos de rotación y de relajación (desenredo de las cadenas) del polímero. Es por esta causa que, en ausencia de esfuerzos, se mantiene la forma tridimensional. Los polímeros semicristalinos poseen, además, la característica de formar cristales. Estos cristales proporcionan estabilidad dimensional a la molécula, la cual también es —en la región cristalina— termodinámicamente estable. La entropía de las moléculas del plástico disminuye drásticamente debido al orden de las moléculas
en los cristales.
Moldeado por inyección: Es el proceso más práctico, la operación es fácil, pero el equipo no. Un material termoplástico, que es viscoso a temperaturas elevadas y es estable a temperaturas del ambiente, se mantiene caliente. El material es forzado desde el reservorio hasta un molde que es mantenido a bajas temperaturas, el molde es abierto tan pronto como el material se enfría, la velocidad del ciclo es determinada por la rapidez con que el material usado se enfría, esto depende en la conductibilidad térmica del material.
MATERIALES PARA MOLDEO POR INYECCION
TERMOPLASTICOS CRISTALINOS
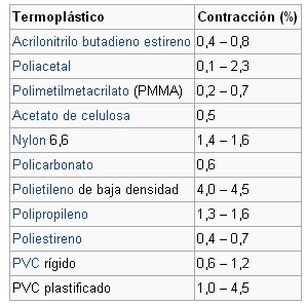
Al enfriarse, sus cadenas tienden a enlazarse muy ordenadamente por lo que se produce un empaquetamiento muy ordenado. A éste empaquetamiento ordenado se le denomina cristalización. Podemos comparar éste proceso con lo que pasa con los minerales (Cuarzo, Diamante, etc.) que sus moléculas tienen un ordenamiento muy alto, es decir, alta cristalización. Vemos que ofrecen formas muy definidas en su aspecto externo. Son opacos, tienen resistencia mecánica alta, y son altos en las contracciones de moldeo.
Los polímeros semicristalinos modificarán más su tamaño dependiendo de la temperatura en la cual se les permita cristalizar. Las
cadenas que forman esferulitas y lamelas ocupan menos espacio (mayor densidad) que las cadenas en estado amorfo. Por ello, el grado de cristalinidad afecta directamente a la densidad final de la pieza. La temperatura del molde y el enfriamiento deben ser los adecuados para obtener piezas de calidad.
A continuación se enumeran algunos valores comunes de contracción en polímeros para inyección (para diseño de moldes es conveniente solicitar una hoja de parámetros técnicos del proveedor de polímeros para obtener un rango específico:
la maquinaría, teniendo el PVC mayor éxito como material para extrusión.
En 1951 se desarrolló en Estados Unidos la primera máquina de inyección con un tornillo reciprocante (o, simplemente, husillo), aunque no fue patentada hasta 1956. Este cambio ha sido la aportación más importante en la historia de las máquinas inyectoras. Al finalizar la segunda guerra mundial, la industria de la inyección de plástico experimentó un crecimiento comercial sostenido.
MODELO POR INYECCION
El moldeo por inyección es una de las tecnologías de procesamiento de plástico más famosas, ya que representa un modo relativamente simple de fabricar componentes con formas geométricas de alta complejidad. Para ello se necesita una máquina de inyección que incluya un molde. En este último, se fabrica una cavidad cuya forma es idéntica a la de la pieza que se desea obtener y para su tamaño se aplica un factor de contracción el cual se agrega en las medidas de la cavidad para que al enfriarse la pieza moldeada se logren las dimensiones deseadas. La cavidad se llena con plástico fundido, el cual se solidifica, manteniendo la forma
moldeada.
Los polímeros conservan su forma tridimensional cuando son enfriados por debajo de su temperatura de transición vítrea y, por tanto, también de su temperatura de fusión para polímeros semicristalinos. Los polímeros amorfos, cuya temperatura útil es inferior a su Tg, se encuentran en un estado termodinámico de pseudoequilibrio. En ese estado, no existen movimientos de rotación y de relajación (desenredo de las cadenas) del polímero. Es por esta causa que, en ausencia de esfuerzos, se mantiene la forma tridimensional. Los polímeros semicristalinos poseen, además, la característica de formar cristales. Estos cristales proporcionan estabilidad dimensional a la molécula, la cual también es —en la región cristalina— termodinámicamente estable. La entropía de las moléculas del plástico disminuye drásticamente debido al orden de las moléculas
en los cristales.
Moldeado por inyección: Es el proceso más práctico, la operación es fácil, pero el equipo no. Un material termoplástico, que es viscoso a temperaturas elevadas y es estable a temperaturas del ambiente, se mantiene caliente. El material es forzado desde el reservorio hasta un molde que es mantenido a bajas temperaturas, el molde es abierto tan pronto como el material se enfría, la velocidad del ciclo es determinada por la rapidez con que el material usado se enfría, esto depende en la conductibilidad térmica del material.
MATERIALES PARA MOLDEO POR INYECCION
TERMOPLASTICOS CRISTALINOS
Al enfriarse, sus cadenas tienden a enlazarse muy ordenadamente por lo que se produce un empaquetamiento muy ordenado. A éste empaquetamiento ordenado se le denomina cristalización. Podemos comparar éste proceso con lo que pasa con los minerales (Cuarzo, Diamante, etc.) que sus moléculas tienen un ordenamiento muy alto, es decir, alta cristalización. Vemos que ofrecen formas muy definidas en su aspecto externo. Son opacos, tienen resistencia mecánica alta, y son altos en las contracciones de moldeo.
Los polímeros semicristalinos modificarán más su tamaño dependiendo de la temperatura en la cual se les permita cristalizar. Las
cadenas que forman esferulitas y lamelas ocupan menos espacio (mayor densidad) que las cadenas en estado amorfo. Por ello, el grado de cristalinidad afecta directamente a la densidad final de la pieza. La temperatura del molde y el enfriamiento deben ser los adecuados para obtener piezas de calidad.
A continuación se enumeran algunos valores comunes de contracción en polímeros para inyección (para diseño de moldes es conveniente solicitar una hoja de parámetros técnicos del proveedor de polímeros para obtener un rango específico:
TERMOPLASTICOS AMORFOS:
Es todo lo contrario a los cristalinos. Las cadenas no mantienen ningún orden aparente durante su enfriamiento. El empaquetamiento es mucho menor que en los cristalinos. Son normalmente transparentes, su resistencia mecánica es media, poca resistencia a la fatiga y bajas contracciones de moldeo.
Es todo lo contrario a los cristalinos. Las cadenas no mantienen ningún orden aparente durante su enfriamiento. El empaquetamiento es mucho menor que en los cristalinos. Son normalmente transparentes, su resistencia mecánica es media, poca resistencia a la fatiga y bajas contracciones de moldeo.
máquina de inyección
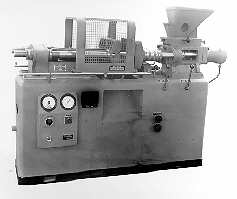
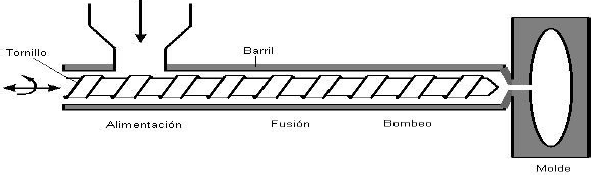
Una máquina inyectora es un equipo capaz de plastificar el material polimérico y bombearlo hacia un molde en donde llena una cavidad y adquiere la forma del producto deseado.
Una inyectora se compone de cuatro unidades principales:
La unidad de cierre
La unidad de inyección
La unidad de potencia
La unidad de control
Una inyectora se compone de cuatro unidades principales:
La unidad de cierre
La unidad de inyección
La unidad de potencia
La unidad de control
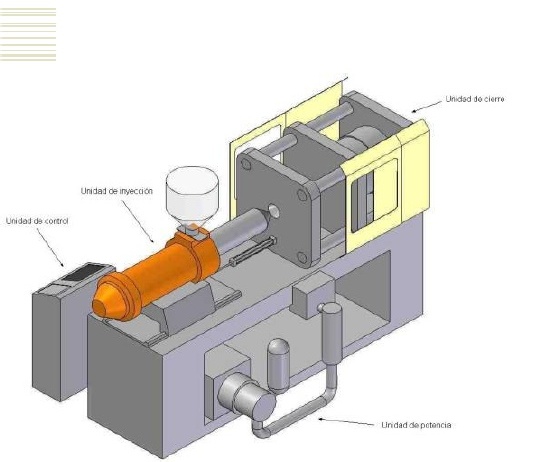
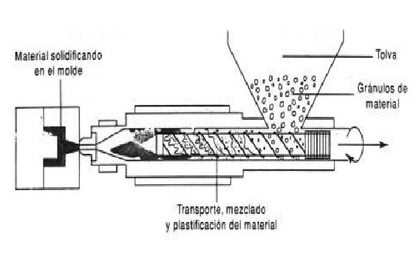
Unidad de inyección: La unidad de inyección está conformada por el tornillo y el barril de inyección, la boquilla y las resistencias alrededor del barril. El material sólido ingresa por la tolva a la zona de alimentación del tornillo, en esta zona es transportado, por efecto de la rotación del tornillo dentro del barril, hacia la zona de fusión donde se plastifica; finalmente el material es bombeado hacia la parte delantera del tornillo en la zona de dosificación. Durante el proceso de plastificación del material el tornillo gira constantemente. Cuando se va a realizar la inyección hacia el molde, el tornillo deja de girar y actúa a manera de pistón, haciendo fluir el plástico fundido hacia el molde y llenando las cavidades.
Unidad de cierre: Consiste de una prensa conformada por dos placas porta moldes, una móvil y otra fija. El sistema de accionamiento de la placa móvil puede ser un mecanismo de palancas acodadas, accionado hidráulicamente, un cilindro hidráulico o un sistema eléctrico de tornillo sin fin accionado por un motor. El parámetro fundamental para dimensionar una unidad de cierre es su fuerza para mantener el molde cerrado. Usualmente se da este valor en toneladas (ton). Otros parámetros importantes en una unidad de cierre son: la distancia mínima entre placas, la distancia máxima de apertura, las dimensiones de las placas y la distancia entre columnas, la carrera del sistema de expulsión. Estos datos se utilizan para dimensionar los moldes.
Unidad de Control de proceso: Este sistema básicamente contiene un controlador lógico programable (PLC) y controladores PID para las resistencias eléctricas del barril y de la boquilla. El PLC permite programar la secuencia del ciclo de inyección y recibe señales de alarma, por sobre presión o finales de carrera, para detener el ciclo. Los controladores PID son los más adecuados para el control de temperatura debido a su elevada velocidad de respuesta paramantener la temperatura a los niveles requeridos.
Unidad de potencia: Es el sistema que suministra la potencia necesaria para el funcionamiento de la unidad de inyección y de la unidad de cierre. Los principales tipos de sistemas de potencia se pueden clasificar como:
Sistema de motor eléctrico con unidad reductora de engranajes
Sistema de motor hidráulico con unidad reductora de engranajes
Sistema hidráulico directo.
Unidad de cierre: Consiste de una prensa conformada por dos placas porta moldes, una móvil y otra fija. El sistema de accionamiento de la placa móvil puede ser un mecanismo de palancas acodadas, accionado hidráulicamente, un cilindro hidráulico o un sistema eléctrico de tornillo sin fin accionado por un motor. El parámetro fundamental para dimensionar una unidad de cierre es su fuerza para mantener el molde cerrado. Usualmente se da este valor en toneladas (ton). Otros parámetros importantes en una unidad de cierre son: la distancia mínima entre placas, la distancia máxima de apertura, las dimensiones de las placas y la distancia entre columnas, la carrera del sistema de expulsión. Estos datos se utilizan para dimensionar los moldes.
Unidad de Control de proceso: Este sistema básicamente contiene un controlador lógico programable (PLC) y controladores PID para las resistencias eléctricas del barril y de la boquilla. El PLC permite programar la secuencia del ciclo de inyección y recibe señales de alarma, por sobre presión o finales de carrera, para detener el ciclo. Los controladores PID son los más adecuados para el control de temperatura debido a su elevada velocidad de respuesta paramantener la temperatura a los niveles requeridos.
Unidad de potencia: Es el sistema que suministra la potencia necesaria para el funcionamiento de la unidad de inyección y de la unidad de cierre. Los principales tipos de sistemas de potencia se pueden clasificar como:
Sistema de motor eléctrico con unidad reductora de engranajes
Sistema de motor hidráulico con unidad reductora de engranajes
Sistema hidráulico directo.
ciclo de inyección.
El ciclo de inyección se puede dividir en las siguientes etapas:
Cierre del molde
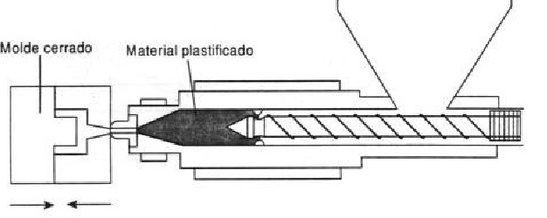
Se cierra el molde vacío, mientras se tiene lista la cantidad de material fundido para inyectar dentro del barril. El molde se cierra en tres pasos:
Primero con alta velocidad y baja presión, luego se disminuye la velocidad y se mantiene la baja presión hasta que las dos partes del molde hacen contacto, finalmente se aplica la presión necesaria para alcanzar la fuerza de cierre requerida.
Cierre del molde
Se cierra el molde vacío, mientras se tiene lista la cantidad de material fundido para inyectar dentro del barril. El molde se cierra en tres pasos:
Primero con alta velocidad y baja presión, luego se disminuye la velocidad y se mantiene la baja presión hasta que las dos partes del molde hacen contacto, finalmente se aplica la presión necesaria para alcanzar la fuerza de cierre requerida.
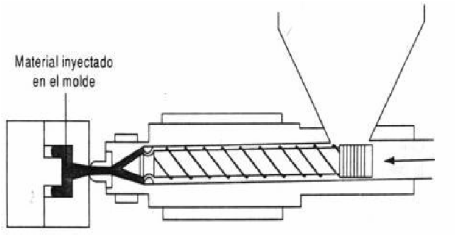
Inyección
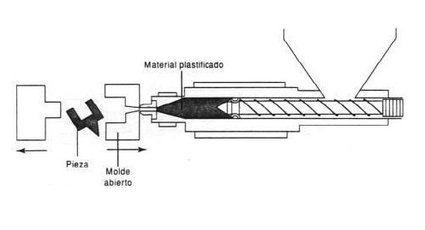
El tornillo inyecta el material, actuando como pistón, sin girar, forzando el material a pasar a través de la boquilla hacia las cavidades del molde con una determinada presión de inyección.
El tornillo inyecta el material, actuando como pistón, sin girar, forzando el material a pasar a través de la boquilla hacia las cavidades del molde con una determinada presión de inyección.
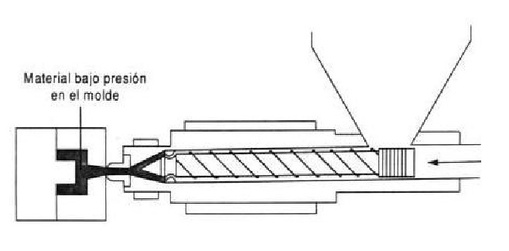
Presión de sostenimiento
Al terminar de inyectar el material, se mantiene el tornillo adelante aplicando una presión de sostenimiento antes de que se solidifique, con el fin de contrarrestar la contracción de la pieza durante el enfriamiento.
La presión de sostenimiento, usualmente, es menor que la de inyección y se mantiene hasta que la pieza comienza a solidificarse.
Al terminar de inyectar el material, se mantiene el tornillo adelante aplicando una presión de sostenimiento antes de que se solidifique, con el fin de contrarrestar la contracción de la pieza durante el enfriamiento.
La presión de sostenimiento, usualmente, es menor que la de inyección y se mantiene hasta que la pieza comienza a solidificarse.
Nueva Plastificación
El tornillo gira haciendo circular los gránulos de plástico desde la tolva y plastificándolos. El material fundido es suministrado hacia la parte delantera del tornillo, donde se desarrolla una presión contra la boquilla cerrada, obligando al tornillo a retroceder hasta que se acumula el material requerido para la inyección.
El tornillo gira haciendo circular los gránulos de plástico desde la tolva y plastificándolos. El material fundido es suministrado hacia la parte delantera del tornillo, donde se desarrolla una presión contra la boquilla cerrada, obligando al tornillo a retroceder hasta que se acumula el material requerido para la inyección.
Extracción
El material dentro del molde se continúa enfriando en donde el calor es disipado por el fluido refrigerante. Una vez terminado el tiempo de enfriamiento, la parte móvil del molde se abre y la pieza es extraída.
El material dentro del molde se continúa enfriando en donde el calor es disipado por el fluido refrigerante. Una vez terminado el tiempo de enfriamiento, la parte móvil del molde se abre y la pieza es extraída.
Cierre del molde: El molde cierra y se reinicia el ciclo.
